 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Izdelki
- Kalup za velike gospodinjske aparate
- Kalup za male gospodinjske aparate
- Kalup za plastične dele gospodinjstva
- Kalup za plastično medicinsko opremo
- Plastični kalup za pisarniške prostore
- Kalup za plastične avtomobilske dele
- Kalup za plastične dele motocikla
- Plesen za hišne izdelke
- Plastični kalup za stol
- Kalup za plastične industrijske dele
- Kalup za brizganje plastičnih zabojev
- Kalup za plastične otroške izdelke
- Plastični tankostenski kalup
- PET predoblika in kalup za pokrovčke
- Kalup za plastične cevi
- Plastični izdelki
- Drugi kalupi









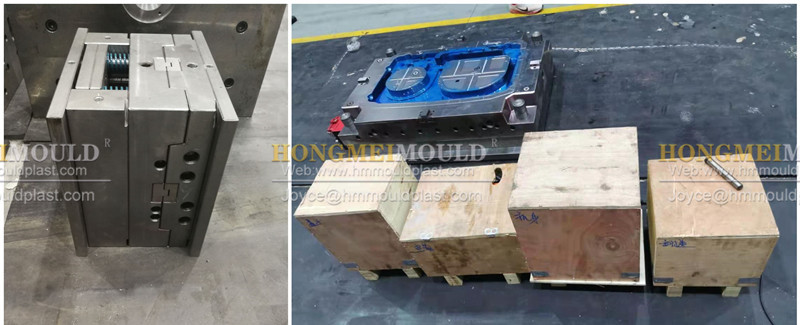
Plastični zaboj za milo za brizganje
Kot profesionalni proizvajalec bi vam radi ponudili visokokakovosten plastični kalup za brizganje mila. In ponudili vam bomo najboljšo poprodajno storitev in pravočasno dostavo. Plastični kovček za milo Injetcion Mould lahko glede na velikost vašega stroja za brizganje in letno proizvodnjo izbere 2 kavitise /4 votline/6 votlin.
Pošlji povpraševanje
Opis izdelka
Kot profesionalni proizvajalec bi vam radi ponudili visokokakovosten plastični kalup za brizganje mila. In ponudili vam bomo najboljše poprodajne storitve in pravočasno dostavo.
Kateri dejavniki vplivajo na delovanje plesni?
* Izdelava plesni
hladni drsnik in smreka ne bosta ustvarjena:
Oblikovanje brez cevi
Izolirani vodilni sistemi
Vroče tekoči sistemi
Oblikovanje brez cevi
Obstajata dve glavni kategoriji za oblikovanje brez cevi:
Osnovne zasnove predsobe
Segrete vroče tuljave ali šobe
Osnovni tip predprostora
Oblikovanje brez cevi se pogosto uporablja za hitro ciklično izdelavo orodij z eno votlino
tankostenske komponente iz materialov, ki niso občutljivi na toploto, kot so PE, PP in PS.
Ta tehnika je običajno sestavljena iz posebno oblikovane strojne šobe. ki jih je mogoče oblikovati tako
namestitev z vdolbino značilnostjo znotraj kalupnega orodja. Najosnovnejši modeli združujejo an
značilnost predsobe. pri tej vrsti postavitve tanka obloga iz hladnejšega materiala izolira a
staljeno osrednje jedro med šobo in vrati.
Slika prikazuje 3 standardne vrste šob tipa predprostora. Oblika in slog prikazana v nadaljevanju
Slika ima to prednost, da če se talina znotraj šobe strdi v hladen polž, se
spodrezana oblika na šobi omogoča hitro odstranitev orodja. Slika (c) prikazuje
napajalni sistem v predkomori brez vodnjaka za hladilne polže.
To metodo bi lahko uporabili tudi za večje modele, ki se izvajajo na enem odtisu
osnova, kjer sta potrebna največji nadzor in kakovost.
2.Možnosti oblikovanja brez cevi je mogoče uporabiti tudi za veliko bolj toplotno občutljive materiale. noter
v takšnih situacijah je bolje podaljšati šobo glede na vrata, kot je prikazano na slikah 2. in
vzel nazaj iz orodja.
Poleg navideznega varčevanja pri odpravljanju uliva se uporabljajo podaljšane šobe
tri plošče ali rnulr ipla re zasnove za zmanjšanje odpiralne kapi. Glede na to, da nobena smreka ni oblikovana,
Plastični kalup za brizganje mila
Opis plesni
Kalupno jeklo: P20
Kalupna plošča: C45
Votlina: 2 votlini
Trda obdelava: površina nitriranje
Tekač: Hladen tekač
Ejektorski sistem: Ejektorski zatič
Hladilni sistem: Reciklirajte vodo
Čas zaključka: 45 dni
Življenjska doba kalupa: 300.000 posnetkov
Kateri dejavniki vplivajo na delovanje plesni?
ThePlastični kalup za brizganje milagradnja je zelo zapletena. Toliko podrobnosti mora delovati skupaj. Od oblikovanja, strojne obdelave, sestavljanja, testiranja in popravljanja, nato pa končno pojdite na servis. Veliko dejavnikov bo vplivalo na kakovost in učinkovitost plesni. To moramo resnično razumeti, da bo izdelava plesni boljša.
Vrsta in kakovost jekla
Najpomembnejša je vrsta in kakovost jeklaPlastični kalup za brizganje mila. Je začetek in osnova za vse. Zato je izbira pravega jeklenega materiala zelo pomembna. Obstaja veliko vrst jekla za kalupe. Kot je D3, A2, O2, D2 orodno jeklo iz hladno valjanega jekla; H11, 1.2344, H13 orodno jeklo iz vroče valjanega jekla in drugo. In morda se morate osredotočiti na spodnje točke, da izberete pravega.
Povpraševanje po materialu za brizganje je, da se mora različna plastika združiti z različnimi jeklenimi materiali. Prav tako zahteva odpornost proti koroziji in poliranje.
Če je jeklena funkcija dovolj, potem je najboljša. Plačati veliko denarja, da bi dosegli visoko zmogljivost jekla, ni potrebno.
Zelo pomembna je tudi površinska obdelava. Obdelava z dušikom lahko poveča trdoto površine jekla in podaljša življenjsko dobo površine. In galvanizacija lahko spremeni učinkovitost kalupnega jekla. Nekatera plastika potrebuje visoko svetilnost in odpornost proti koroziji, nato pa lahko uporabimo galvanizacijo za povečanje in spreminjanje učinkovitosti jekla.
* Oblikovanje strukture
Dobra zasnova strukture ne upošteva samo lastnosti materiala izdelka: razmerja krčenja, temperature oblikovanja in več. Pomisliti pa je treba tudi na vodni del hlajenja. Odlična zasnova strukture lahko izboljšaPlastični kalup za brizganje miladelovnega časa in vzdrževanja, da lahko uspešno proizvaja izdelke. To je ogromno za dvig učinkovitosti in znižanje stroškov.
* Izdelava plesni
Vsi potrebujemo dobro izdelavo kalupov, da bi bili odlični. Odlična izdelava lahko učinkovito zmanjša stroške in delovni čas. Če so napake, bo to povzročilo spajkanje kalupa. Mimogrede, slabša obdelava bo vplivala na delovanje plesni, zmanjšala življenjsko dobo plesni, celo poškodovala se bo in zlomila pri obdelavi brizganja.
* Poliranje
Poliranje je končni del proizvodnje kalupov. Poliranje tudi pomaga in dopolnjujePlastični kalup za brizganje miladelovanje, zlasti za sprostitev plesni. Veliko proizvodnje nekaterih kalupov ni gladko, ker osvetlitev ni na mestu, upor je prevelik, odstranjevanje iz kalupa je težko in celo vrh je bel in vrh je razpokan.
* Montaža kalupa
Kalup je tako kot sestavljanje stroja. Vsak del in vsak vijak se ne sme pokvariti, sicer bodo posledice zelo resne. Lahko povzroči napake na izdelku, vpliva na proizvodnjo in celo popolnoma poškoduje kalup, kar povzroči ostanke. Zato mora biti montažno delo zelo podrobno. Med postopkom sestavljanja posebno pozornost posvetite čiščenju kalupa, še posebej vodnih kanalov in lukenj za vijake. Pazite, da odpihnete železne opilke v notranjosti.
* Hlajenje plesni
Vsakdo z dolgoletnimi izkušnjami s plesni ve, kako pomembno je hlajenjePlastični kalup za brizganje mila. Zaradi povišanja cen in človeških plač je pri proizvodnji izdelkov v velikih količinah dobiček, ki ga prinese zmanjšanje cikla vbrizgavanja za eno sekundo, nepredstavljiv. Ko pa se proizvodni cikel pospeši, se bo temperatura kalupa dvignila. Če ni učinkovito nadzorovan, bo kalup prevroč za oblikovanje in celo povzročil deformacijo in odpoved. Zato je še posebej pomembna dobra zasnova hladilnega sistema, vključno z gostoto, premerom in medsebojno povezavo vodnih kanalov.
* Vzdrževanje plesni
Vzdrževanje plesni je predvsem vzdrževanje in vzdrževanje med proizvodnjo. Kalupi so kot avtomobili. Če ga dlje časa ne uporabljate brez vzdrževanja, ga lahko zavržete in umre. Zato je po vsaki uporabi kalupa potrebno celovito vzdrževanje, zlasti preprečevanje rjavenja delov za oblikovanje in preprečevanje rjavenja glavnih gibljivih delov. Ker mora kalup med proizvodnim procesom prejeti vodo, se lahko med postopkom namestitve ali demontaže napolni z vodo, zato je treba zagotoviti, da je kalup suh, preden nanesete plast olja za zaščito.
Na te podrobnosti se moramo osredotočiti in to narediti na pravi način, da zagotovimo izdelavo dobrega kalupa za ustvarjanje dobre linije izdelkov.
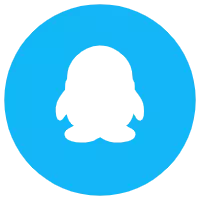
*Pakiranje plesni
Pred dostavo bomo razpršiliPlastični kalup za brizganje milaz barvo, zeleno, rdečo, rumeno, modro in tako naprej, lahko stranke glede na vaše zahteve izberejo vašo barvo. in vemo, da določeno mesto ni primerno za barvanje, zato vas bomo vprašali za mnenje, preden ga razpršimo.
Običajno pakiramo z leseno paleto ali leseno škatlo in uporabljamo žična vrv za okrepite škatlo.
hladni drsnik in smreka ne bosta ustvarjena:
Oblikovanje brez cevi
Izolirani vodilni sistemi
Vroče tekoči sistemi
Oblikovanje brez cevi
Obstajata dve glavni kategoriji za oblikovanje brez cevi:
Osnovne zasnove predsobe
Segrete vroče tuljave ali šobe
Osnovni tip predprostora
Oblikovanje brez cevi se pogosto uporablja za hitro ciklično izdelavo orodij z eno votlino
tankostenske komponente iz materialov, ki niso občutljivi na toploto, kot so PE, PP in PS.
Ta tehnika je običajno sestavljena iz posebno oblikovane strojne šobe. ki jih je mogoče oblikovati tako
namestitev z vdolbino značilnostjo znotraj kalupnega orodja. Najosnovnejši modeli združujejo an
značilnost predsobe. pri tej vrsti postavitve tanka obloga iz hladnejšega materiala izolira a
staljeno osrednje jedro med šobo in vrati.
Slika prikazuje 3 standardne vrste šob tipa predprostora. Oblika in slog prikazana v nadaljevanju
Slika ima to prednost, da če se talina znotraj šobe strdi v hladen polž, se
spodrezana oblika na šobi omogoča hitro odstranitev orodja. Slika (c) prikazuje
napajalni sistem v predkomori brez vodnjaka za hladilne polže.
To metodo bi lahko uporabili tudi za večje modele, ki se izvajajo na enem odtisu
osnova, kjer sta potrebna največji nadzor in kakovost.
2.Možnosti oblikovanja brez cevi je mogoče uporabiti tudi za veliko bolj toplotno občutljive materiale. noter
v takšnih situacijah je bolje podaljšati šobo glede na vrata, kot je prikazano na slikah 2. in
Slika
3. Nazobčani spodrez na šobi na sliki ima običajno obliko a
vijačni navoj. To omogoča, da se hladni čep samo odvije po jeklenkivzel nazaj iz orodja.
Poleg navideznega varčevanja pri odpravljanju uliva se uporabljajo podaljšane šobe
tri plošče ali rnulr ipla re zasnove za zmanjšanje odpiralne kapi. Glede na to, da nobena smreka ni oblikovana,
odprtina, potrebna za odstranitev tekača (če obstaja), je veliko manjša.

Hot Tags: Plastični kovček za milo Injetcion Mould, Kitajska, prilagojeno, kakovost, moda, nov slog, vroče prodaja, priljubljeno, poceni, nakup, zadnja prodaja, trgovina na debelo, najnovejše, nizka cena, tovarna, izdelano na Kitajskem, cena, proizvajalci, dobavitelji, OEM, ODM, pravočasna dostava, brezplačen vzorec
Oznaka izdelka
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.









X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti