 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


domov
>
Izdelki > Kalup za male gospodinjske aparate
>
Plastični elektronski kalup za mušice za žuželke
Izdelki
- Kalup za velike gospodinjske aparate
- Kalup za male gospodinjske aparate
- Kalup za plastične dele gospodinjstva
- Kalup za plastično medicinsko opremo
- Plastični kalup za pisarniške prostore
- Kalup za plastične avtomobilske dele
- Kalup za plastične dele motocikla
- Plesen za hišne izdelke
- Plastični kalup za stol
- Kalup za plastične industrijske dele
- Kalup za brizganje plastičnih zabojev
- Kalup za plastične otroške izdelke
- Plastični tankostenski kalup
- PET predoblika in kalup za pokrovčke
- Kalup za plastične cevi
- Plastični izdelki
- Drugi kalupi









Plastični elektronski kalup za mušice za žuželke
Kot profesionalni proizvajalec bi vam radi ponudili visokokakovosten plastični elektronski plesen za mušice. Ponudili vam bomo najboljšo poprodajno storitev in pravočasno dostavo. Smo profesionalni kitajski proizvajalec plastičnih elektronskih kalupov za žuželke, če želite izvedeti več, nas lahko kontaktirate.
Poleti so okoli nas muhe in žuželke, ki nas vedno ugriznejo, to je nevarno in grdo, zato poleti mnogi ljudje radi uporabljajo plastične elektronske mušice in loparke za žuželke, da odstranijo muhe. Podjetje Hongmei, ki se ukvarja s plesnijo, vam lahko pomaga pri izdelavi tega plastičnega elektronskega kalupa za plesni za muhe in insekte dobre kakovosti.
Poleti so okoli nas muhe in žuželke, ki nas vedno ugriznejo, to je nevarno in grdo, zato poleti mnogi ljudje radi uporabljajo plastične elektronske mušice in loparke za žuželke, da odstranijo muhe. Podjetje Hongmei, ki se ukvarja s plesnijo, vam lahko pomaga pri izdelavi tega plastičnega elektronskega kalupa za plesni za muhe in insekte dobre kakovosti.
Pošlji povpraševanje
Opis izdelka
Kot profesionalni proizvajalec bi vam radi ponudili visokokakovosten plastični elektronski plesen za mušice. In ponudili vam bomo najboljše poprodajne storitve in pravočasno dostavo.
Plastični elektronski kalup za mušice za žuželke
Funkcija plesni
Material dela: ABS
Kalupno jeklo: p20
Kaviteta: enojna votlina
Sistem za izmet: zatič za izmet
Tekač: hladen tekač
Čas cikla: 26s
Tonaža stroja za brizganje: 150T
Dobavni rok: 30 dni
Pakiranje: Lesen kovček
Uvedba plastičnih elektronskih kalupov za muhe in žuželke
Naprave za uničevanje hroščev so praktične, vendar imajo šibko točko: žuželka se jim mora približati, da jo ujamejo. Toda kaj se zgodi, če je na prostosti komar ali muha, ki se je morate znebiti? Za tiste čase potrebujete dvojno električno muholovko-Zapper Bug Killer z polnilnim "loparjem". Vzemite ga ven in naslednjih 30 minut bo ostal napolnjen in močno orožje, da se znebite nadležnih letečih škodljivcev! Z drugimi besedami, to združuje funkcijo električne pasti za hrošče in električne muholovke v eni elegantni domači enoti.
Seveda, z zap loparjem na mestu in priključenim v električno vtičnico, dvojna električna muholovka-Zapper Bug Killer deluje kot standardna električna past za žuželke in vam omogoča, da uživate v branju ali spanju poletne noči z odprtimi okni. Na voljo je v dveh barvah (bela ali temno siva), tako da se enostavno prilagodi vašemu prostoru in okusu. Je lahek in enostaven za uporabo - samo priključite ga! Ultimativno orožje proti žuželkam je tu!
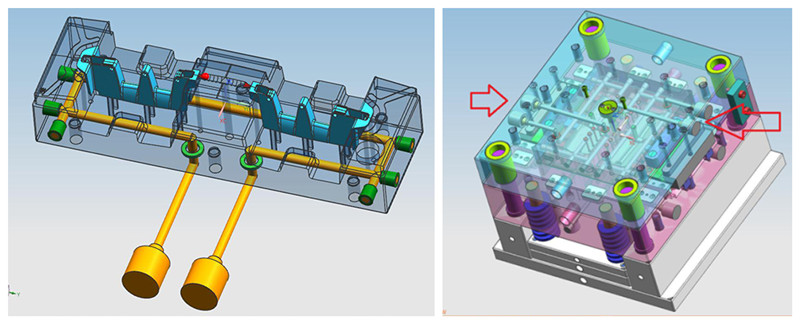
Konfiguracija hladilne linije plastičnih elektronskih muholovk mould
Cool lines je običajno organiziran v zaporednih ali vzporednih postavitvah. Hladilne linije v vzporedni konstrukciji delijo hladilno tekočino, ki teče iz regulatorja toplote plastičnega kalupa. Ob predpostavki, da je padec pritiska enak na linijo, je pretok hladilne tekočine na linijo približno enak polni hitrosti transporta skozi regulator temperature, deljeni s količino, ki se nanaša na vzporedne vode, povezane z njim. Enota za upravljanje 11 galon na minuto bi na primer zagotovila približno 1,35 galon vsako minuto v zvezi z osmimi enakimi vzporednimi hladilnimi linijami.
Rahle razlike v padcu napetosti med vzporednimi črtami lahko povzročijo velike razlike v hitrosti premikanja hladilne tekočine in možne težave pri hlajenju. Serijska vezja preprečujejo to težavo z vzdrževanjem standardne hitrosti premikanja hladilne tekočine skozi vezje. Z druge strani pa lahko velik porast toplote hladilne tekočine v dolgih zaporednih tokokrogih povzroči manj učinkovito hlajenje na koncih tokokrogov.
Ker gre za kompromis, razmislite o razdelitvi velikih hladnih tokokrogov neposredno v več manjših serijskih tokokrogov, ki se nanašajo na enak padec napetosti. Uporabite ukrepe za nadzor pretoka za uravnoteženje premikanja skozi tokokroge z neuravnoteženimi dolžinami in/ali omejitvami.
V serijskih tokokrogih hlajenje usmerite na mesta, ki najprej zahtevajo največ hlajenja: običajno, debele porcije, vroče udarce ali po meriplastični elektronski kalup za loparje žuželkobjekt. Za učinkovito izmenjavo toplote skozi kalup po meri proti hladilni tekočini načrtujte hladilni sistem, da dosežete turbulentno premikanje, to je Reynoldsovo količino, ki je bistveno večja v primerjavi s pomembnostjo začetka turbulence, ki se nanaša na približno 2600. Z Reynoldsovo količino, ki se nanaša na 10.000, kar je običajna ciljna pomembnost načrta, se izmenjave vodnega hladila hitreje segrejejo za red glede na velikost v primerjavi z laminarnim premikanjem. Ne podcenjujte zahtev po hlajenju v zvezi s komponentami s tankimi stenami. Zmanjšanje velikosti stene za del skrajša najkrajši čas hlajenja na eno četrtino. Da bi dosegli celotno možno skrajšanje časa cikla, mora metoda hlajenja odvajati toploto s 4-kratno hitrostjo. Različni kul dejavniki, ki jih je treba obravnavati
1. Uporabite merilnike za nadzor pretoka, da preverite, ali obstajajo ovire, in spremenite hitrost pretoka hladilne tekočine skozi hladilne tokokroge;
2. Preprečite omejevanje gibanja, hitre odklope in različne ovire, ki povečajo padec napetosti in zmanjšajo hitrost premikanja hladilne tekočine; in
3. Zagotovite zadosten premik hladilne tekočine, da omejite dvig toplote hladilne tekočine v tokokrogih na največ 4,5 stopinje.
Zelo pomemben je tudi sistem vbrizgavanja plastični elektronski kalup za loparje žuželk
Običajni izlivni sistem je sestavljen iz glavnega tekača, odcepnega tekača, zapornice in vodnjaka za hladno zamašek. Položaj oblikovanja plastičnega dela je treba določiti pred načrtovanjem sistema za vlivanje. Zasnova sistema za izlivanje je pomemben del zasnoveplastični elektronski kalup za muhe in mrčes. Ima neposreden vpliv na cikel brizganja in kakovost plastičnih delov (kot so videz, fizikalne lastnosti, dimenzijska natančnost)
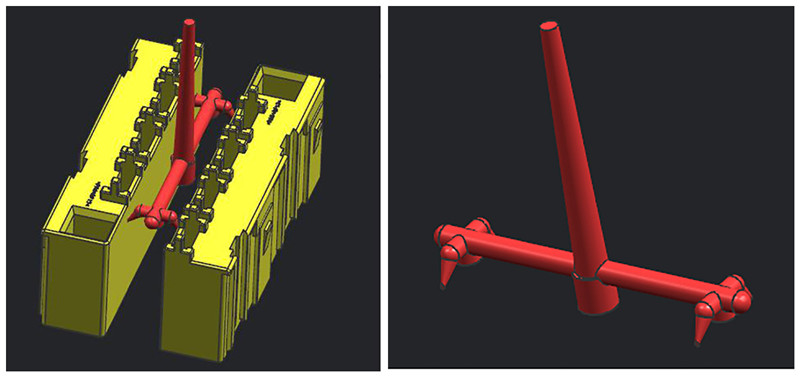
Izgubil sem svojo zasnovo Plastični elektronski kalup za muhe in žuželke, zato uporabljam drugo zasnovo namesto tega, kar vam pokažem.
Zasnova mora temeljiti na naslednjih načelih:
(1) Postavitev votline in položaj odpiranja vrat morata biti simetrična, da preprečite, da bi bil kalup izpostavljen neuravnoteženi obremenitvi in povzročil utripanje.
(2) Razporeditev votlin in zapornic mora čim bolj zmanjšati skupne dimenzije kalupa.
(3) Pretočni kanal sistema mora biti čim krajši, velikost prečnega prereza pa ustrezna (premajhna bo velika izguba tlaka in toplote, prevelika bo poraba plastike velika): zmanjšajte upogibanje, površinska hrapavost pa mora biti nizka, da se zmanjšajo izgube toplote in tlaka. Morda je majhen. ,
(4) Pri več votlinah mora plastična talina vstopiti v globine in kote vsake votline čim bolj istočasno, vodila pa morajo biti razporejena čim bolj uravnoteženo.
(5) Pod predpostavko, da je votlina polna, mora biti prostornina sistema za izlivanje čim manjša, da se zmanjša poraba plastike.
(6) Položaj vrat mora biti ustrezen, poskušajte se izogniti udarcem vložka in majhnega jedra ter preprečiti deformacijo jedra. Ostanki vrat ne smejo vplivati na videz plastičnega dela.
pogosta vprašanja
V: Ali ste tovarna plesni?
O: Da, podjetje Hongmei je bilo ustanovljeno leta 2014 in je specializirano za izdelavo kalupov za brizganje.
V: Kakšen kalup lahko naredite?
O: Kalup za brizganje plastike, ki vključuje predvsem kalupe za gospodinjske dele, kalupe za ohišje aparatov, kalupe za tanke stene, kalupe za avtomobilske dele, kalupe za industrijske dele, kalupe za cevi in kalupe za hišne ljubljenčke.
V: Kaj pa vaši plačilni pogoji?
O: 50 % predplačilo, preostanek pa je treba plačati pred odpremo.
V: Kako dolgo je treba dokončati kalup?
O: Večinoma bo končano v 45 dneh, nekateri zapleteni in veliki kalupi pa bodo porabili več časa.
V: Kako's letno proizvodnjo vašega podjetja?
O: Vsako leto lahko naredimo 300-500 kompletov.
V: Kako dolgo je garancijsko obdobje plesni?
O: Garancijska doba plesni je 1 leto (poškodbe, ki jih povzročijo človeški dejavniki ali nesreča, ne spadajo v obseg garancije), obrabne dele pa vam bomo poslali brezplačno.
Podjetje Hongmei vam bo prilagodilo kalup in tako prihranilo čas in denar. Veselimo se sodelovanja z vami! Dobra poprodajna storitev! Vaše zadovoljstvo je naše prizadevanje!
Dobrodošli, povprašajte nas! Dodatne informacije Kontakt nas!
Kontaktiraj me
Hot Tags: Plastični elektronski kalup za mušice, Kitajska, prilagojeno, kakovost, moda, nov slog, vroče prodajano, priljubljeno, poceni, nakup, najnovejša prodaja, veleprodaja, najnovejše, nizka cena, tovarna, izdelano na Kitajskem, cena, proizvajalci, dobavitelji, OEM , ODM, pravočasna dostava, brezplačen vzorec
Oznaka izdelka
Pošlji povpraševanje
Prosimo, oddajte svoje povpraševanje v spodnjem obrazcu. Odgovorili vam bomo v 24 urah.









X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti