 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


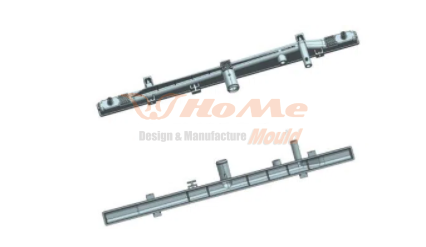
Kalup za brizganje hladilnika rezervoarja Autocar
Kalup za brizganje hladilnika rezervoarja Autocar
Opis plesni
Kalupno jeklo: P20
Kalupna votlina: enojna ali večkratna
Material izdelka: PA66+GF30%
Sistem vbrizgavanja: Hladno kolo
Vrsta izmeta: Izmetni zatič
Čas cikla: 50 s
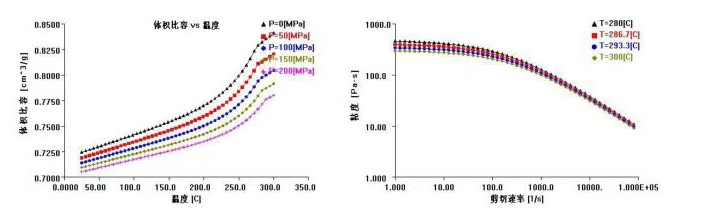
Zakaj izbrati material rezervoarja za radiatorje PA66+GF30%?
Z razvojem lahkih avtomobilov so v praksi zgornji in spodnji rezervoarji hladilnikovKalup za brizganje hladilnika rezervoarja Autocarnadomesti z inženirsko plastiko namesto bakra, običajno z uporabo najlona 66 za dodajanje materiala iz steklenih vlaken. PA66 je dobro odporen na visoko temperaturo in korozijo, tako da so deli vodne komore nedotaknjeni in niso upognjeni. Zgornji in spodnji avtomobilski rezervoarji so nadomeščeni z inženirsko plastiko namesto bakra, običajno z uporabo najlona 66 za dodajanje materiala iz steklenih vlaken. PA66 ima dobro odpornost na visoke temperature in korozijo, tako da so deli vodne komore nepoškodovani in niso upognjeni. Hkrati ima dobro duktilnost in lepe dele radiatorjev rezervoarja.
Struktura kalupa rezervoarja radiatorja
Pri določanju strukture matrice je treba upoštevati sistem kalupov in dejansko proizvodno situacijo. KerKalup za brizganje hladilnika rezervoarja Autocarizdelki so stranska struktura, ki vleče jedro, zato je uporaba kalupa votlina struktura kalupa, vrata z uporabo testnih vrat. Avtomatski radiator rezervoarja je dolg ravni kosi, ko nastavite dolge ravne kose vrat na sredini delov, se plastika pojavi v procesu polnjenja staljenih molekul in orientacije vlaken, pride do drugačne orientacije izdelka glede na upogibanje in vzporedno s smerjo in pravokotno do toka bo nagnjena k napetostnemu razpokanju, ker je pravokotna na tok nizke trdnosti, bolj nagnjena k napetostnemu razpokanju. Zato so se inženirji za oblikovanje kalupov pri Hongmeiju odločili, da vratca postavijo na en konec izdelka.
Pregled zasnove izdelka:
Ne glede na zasnovo izdelka, ki jo je izdelal HONGMEI MOLD ali ponudil kupec, vedno opravimo vsestranske analize in preglede, kot so izvedljivost postopka oblikovanja plastike, struktura in izvedljivost gibanja plastičnih kalupov, vse povezane situacije ujemanja plastičnih komponent itd. Lahko se izogne plastičnim kalupom popravki, odpadki in druga nepotrebna popravila plastičnih kalupov, ki so posledica napake v zasnovi izdelka. Verjamemo, da če še 10 minut porabimo za oblikovanje, se bo proizvodnja morda zmanjšala za en mesec.
Z natančno analizo, ki predvideva analizo racionalnosti za načrtovanje plastičnih kalupov, analizo najboljše obdelave in uporabo strukture plastičnih kalupov, ponuja najbolj profesionalne rešitve z najprimernejšimi zmogljivostmi plastičnih kalupov in tehničnimi specifikacijami, kot zahteva stranka.
Inšpekcijski pregled zajema številne vidike, kot so intenzivnost plastičnih kalupov, analiza toka kalupov, izmet plastičnih kalupov, hladilni sistem, racionalnost vodilnega sistema, uporaba specifikacij rezervnih delov za plastične kalupe, izbira stroja strank in uporaba posebnih zahtev itd. Vse od teh je treba pregledati v skladu s standardom oblikovanja plastičnih kalupov HONGMEI MOLD.
Pregled nabave jekla:
Obstaja strog inšpekcijski postopek in časovni nadzor nakupa rezervnih delov, standardizacije delov, natančnosti velikosti, trdote materiala plastičnih kalupov in odkrivanja napak v materialu itd.
Izdelava kalupov ni samo oblikovanje kalupov, CNC obdelava in montaža. Dobro podjetje za kalupe ne skrbi samo za to, ampak bo več pozornosti namenilo podrobnostim, kot so pretok kalupa, preverjanje velikosti kalupa, CNC natančnost kalupa, preverjanje vodnega kanala in stopnja poliranja plesni.

Inšpekcijska oprema
1. drsna čeljust
2. Multimeter
3. Trdometer
4. Merilni trak
5. Mikrometrske čeljusti
6. CMM stroj
Standardi za pregled videza
1. Velikost osnove plesni mora biti standardna
2. Urejena in gladka površina kalupa
3. Kalupno jeklo mora biti enako pogodbenemu
Struktura plesni
1. Razumna struktura plesni
2. Drsniki morajo biti gladki in jih je treba segreti, na drsniku je utor za olje
3. Dvigalo, vložek in zatič za vbrizgavanje, puša morajo delovati gladko.
Hladilni sistem
1. Razumen cikel hladilnega sistema
2. Gladek vodni kanal, brez puščanja vode in zraka
3. Velikost vmesnika vodnega kanala mora biti enaka risbi
Sistem za vbrizgavanje
1. Lokacijski obroč mora ustrezati stroju za brizganje, velikost glavnega vodila in naklon morata biti zasnovana razumno
2. Način hranjenja in vodilo za veje morata biti v razumnem položaju, vrata zlahka padejo
3. Oblikovanje ločilne črte je razumno
4. Nekateri kalupi so označeni z datumom dneva/mesec/leto ali materialom ali logotipom
5. Injektorski zatič mora biti oblikovan primeren
Pošlji povpraševanje



X
Piškotke uporabljamo, da vam ponudimo boljšo izkušnjo brskanja, analiziramo promet na spletnem mestu in prilagodimo vsebino. Z uporabo te strani se strinjate z našo uporabo piškotkov.
Politika zasebnosti